| 金型に使用するヒータといえば、カートリッジヒータが一般的ですが、Y-HeaTでは細管シースヒータを使用します。 このヒータは、外径が細く金型強度を損なうことなく金型表面近傍に設置することができ、レスポンスの速い温度制御を可能にします。また、手で自由に曲げることが出来るため、三次元形状の成形品表面に対しても形状に合わせたヒータのレイアウトが可能であり、様々な成形品に適応することが出来ます。 |
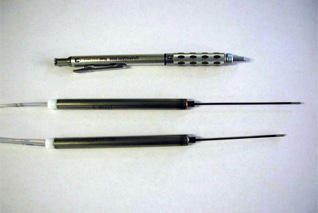 細管シースヒータ |

Y-HeaTの金型は、入れ子を分割して細管ヒータを設置する深溝を設けます。この溝には、金型強度を維持するのに必要な型厚確保の意味が含まれています。また、カートリッジヒータのように穴に差し込む方法は、一方向の直線的なレイアウトしか出来ませんが、この溝構造と細管ヒータを組み合わせることで、自由度の高いレイアウトが可能になります。
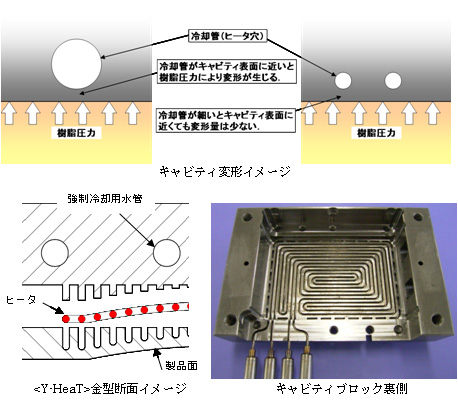
Y-HeaTは、細管シースヒータと特許金型構造により、5〜8℃/secの急加熱を可能にしました。
また実用最高使用温度が、250℃を超える温度域も可能なため、耐熱性の高いスーパーエンプラでも使用出来ます。
また実用最高使用温度が、250℃を超える温度域も可能なため、耐熱性の高いスーパーエンプラでも使用出来ます。
| ※ | 写真は、図のヒータレイアウトによる金型表面のサーモグラフィであり、加熱範囲外は83.8℃で、加熱範囲の最高温度が165℃であることを示しています。 |
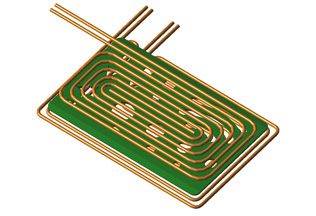 ヒーターレイアウト
|
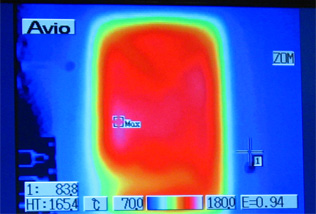 赤外線サーモグラフィー
|
金型表面温度は、プログラム設定した温度プロファイルの通りにPID制御とサイリスタの出力調整によって安定した再現を繰り返します。
<プロセス>
| (1) | 型開き開始と同時にヒータに通電して加熱を行います。 |
| (2) | 加熱中に成形品を取り出し、金型を閉じます。 |
| (3) | キャビティ表面温度が最高の状態で樹脂を充填します。 |
| (4) | 充填を終えたらヒータの出力をカットし、冷却水で強制冷却を行います。 ※保圧・冷却中にヒータへ通電して温度制御することも可能です) |
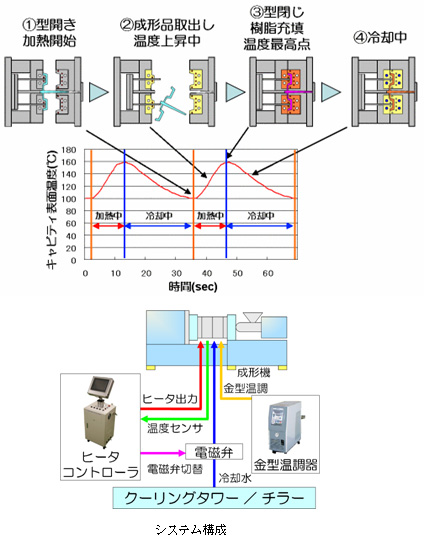
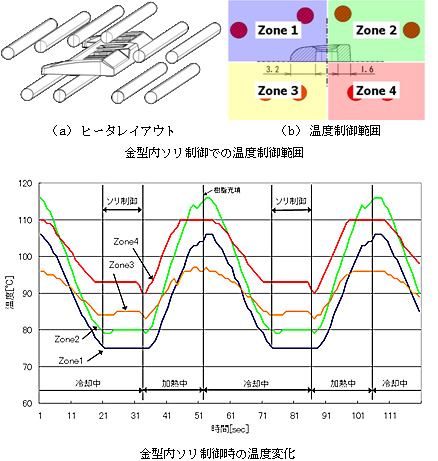
成形品全体を図のようにヒータで取り囲み、それを4つのゾーンに分けてそれぞれ独立した温度制御を保圧・冷却行程に至るまで行います。
金型温度を高くすると樹脂の収縮量が大きくなり、逆に下げると収縮量は小さくなります。
▼
各ゾーンのヒータが、キャビティ表面を異なる温度に制御することで、ソリの原因となる収縮を調整します。
以上から、成形品のソリ制御が可能となりました。
<特徴>
| (1) | ヒータによる局部急加熱冷却が、媒体式温調機とは比較にならないキャビティ表面温度差を実現、従来は改善不可能であったソリを金型内で改善します。 |
| (2) | 上型下型それぞれ片方の金型内でもキャビティ表面温度差がつけられるため、パーティング面と平行な方向に発生するソリも改善できます。 |
| (3) | ウエルドラインとソリの問題を同時に解決できます。 |
| (4) | ソリ直し、アニール処理を不要にします。 |